
From Root Causes to Control Strategies and the Advantages of Femtosecond “Zero-Taper” Processing
Introduction
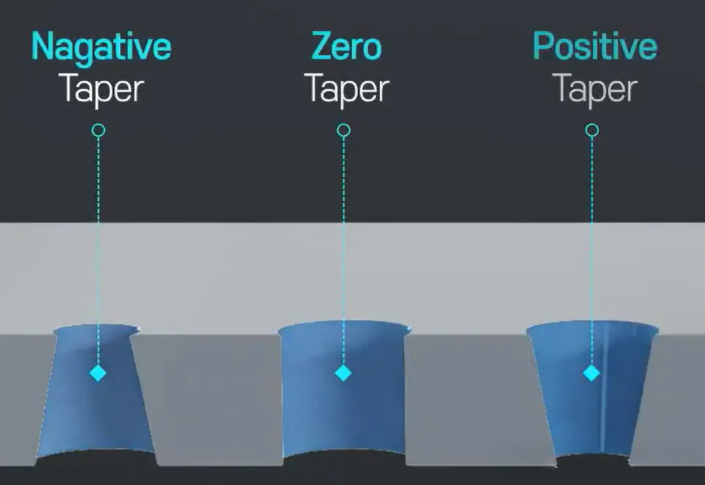
In real production, laser drilling or cutting rarely produces perfectly straight-wall holes or kerfs with identical entrance and exit diameters. What we normally see is “larger at the top, smaller at the bottom” or the opposite—various forms of taper. Many people attribute this to machine precision or improper parameter tuning, but the essence lies in beam propagation, limited depth of focus, material-removal mechanisms, and melt-ejection behavior.
This article explains:
Why laser processing naturally generates taper
Mature beam-engineering solutions for reducing or approaching “zero taper”
Which micro-hole products truly require near-zero-taper machining
The advantages of femtosecond lasers in zero-taper processing and where they can replace traditional technologies
1. Why Does Laser Processing Produce Taper?
The taper of laser-drilled holes or laser-cut kerfs is a geometric result determined by a combination of energy distribution, beam propagation, material response, and melt evacuation.
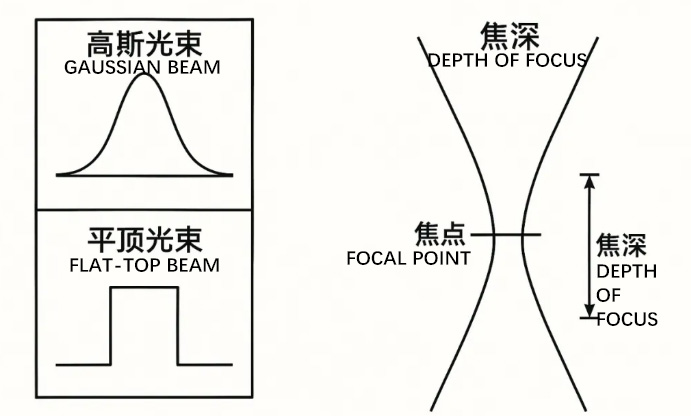
1.1 Beam Distribution & Depth of Focus: A Structural Issue of Gaussian Beams
Most industrial lasers approximate a Gaussian beam:
Highest energy density in the center, gradually decreasing toward the edges
After focusing, the focal intensity is high but the effective depth of focus (DOF) is limited
Typical results in drilling/cutting:
The entrance surface experiences prolonged exposure to high energy, easily causing “over-burning” and enlargement
As the hole becomes deeper, the focal plane shifts upward relative to the hole bottom
The spot becomes larger at the bottom, energy density decreases, and ablation efficiency drops
This naturally favors positive taper holes (top larger, bottom smaller), even if machine precision is excellent.
1.2 Multiple Reflections Inside the Hole: Effective Energy Decays Rapidly
When the hole depth approaches several times its diameter, the interior behaves like a narrow waveguide:
Light undergoes multiple reflections and scattering on the hole wall
The effective numerical aperture decreases
High-reflective materials (Cu, Al) cause even larger energy loss
As a result:
The deeper the hole, the less energy reaches the bottom
The bottom cannot maintain stable ablation, increasing taper
1.3 Material-Removal Mechanism: Molten Pool Dynamics Shape the Hole Profile
For nanosecond and many picosecond lasers, material removal involves melting + vaporization + melt ejection:
A molten pool forms at the hole bottom
Vapor pressure ejects molten material upward
The entrance region repeatedly melts and resolidifies, reshaping the top boundary
Re-solidified spatter on walls locally narrows the lower section, worsening taper
Even when using femtosecond or high-quality picosecond lasers, deep holes still exhibit:
Entrance region remains more active
Bottom region receives less energy
Thus taper is reduced but not fully eliminated.
1.4 Assist-Gas Dynamics and Melt Ejection
Assist gas is usually introduced from the top:
The upper part of the hole is cleaned more effectively
Deeper sections face higher flow resistance and poorer melt evacuation
Macroscopic result:
Upper diameter remains stable
Lower section narrows due to deposited spatter
Taper is further increased
2. How to Reduce Taper in Engineering Practice?
From a process-engineering perspective, reducing taper requires:
Making the energy distribution more uniform along the depth and precisely controlling the material-removal contour.
Key beam-engineering approaches focus on making the beam “longer and straighter.”
2.1 Top-Hat / Flat-Top Beams
Using diffractive optical elements (DOEs) or micro-structured beam shapers:
Energy distribution becomes more uniform
The hole entrance is less likely to be enlarged by an intense center peak
Particularly effective for thin sheets, shallow holes, and film cutting
Limitation: DOF is still restricted—deep holes require additional methods (e.g., dynamic focusing).
2.2 Bessel Beams / Non-Diffraction Beams
Advantages of Bessel beams:
Extremely long depth of focus
Central lobe intensity remains stable over hundreds of microns or more
This ensures:
The full hole depth receives near-uniform energy
Much better perpendicularity and reduced taper
Side-lobe control is necessary to avoid ring-shaped roughness on the hole wall.
2.3 Composite Beams (Gaussian + Annular / Quasi-Bessel)
Composite beams balance efficiency and quality:
Central Gaussian peak ensures high removal rate
Surrounding ring or Bessel-like energy compensates edge and depth regions
These beams provide a practical balance between taper, wall quality, and throughput—suitable for mass production.
3. Which Micro-Hole Products Require Zero-Taper or Near-Zero-Taper?
Not all micro-holes require strict taper control, but many high-value products are extremely sensitive to hole geometry.
3.1 Automotive Fuel-Injector Nozzles
Typical features:
Holes: ~0.1–0.2 mm
Multi-hole array
Excessive taper affects:
Spray cone angle
Droplet size and distribution
Fuel-air mixing uniformity
Combustion and emissions
Thus, small and consistent taper is critical.
3.2 Precision Filters / Sieves / Spinnerets
Used in filtration, chemical processing, and specialty fluid systems.
Taper directly influences:
Pressure drop & flow rate
Particle cut-off accuracy
Clogging tendency
High-end filter plates require near-cylindrical holes and well-controlled entrance shapes.
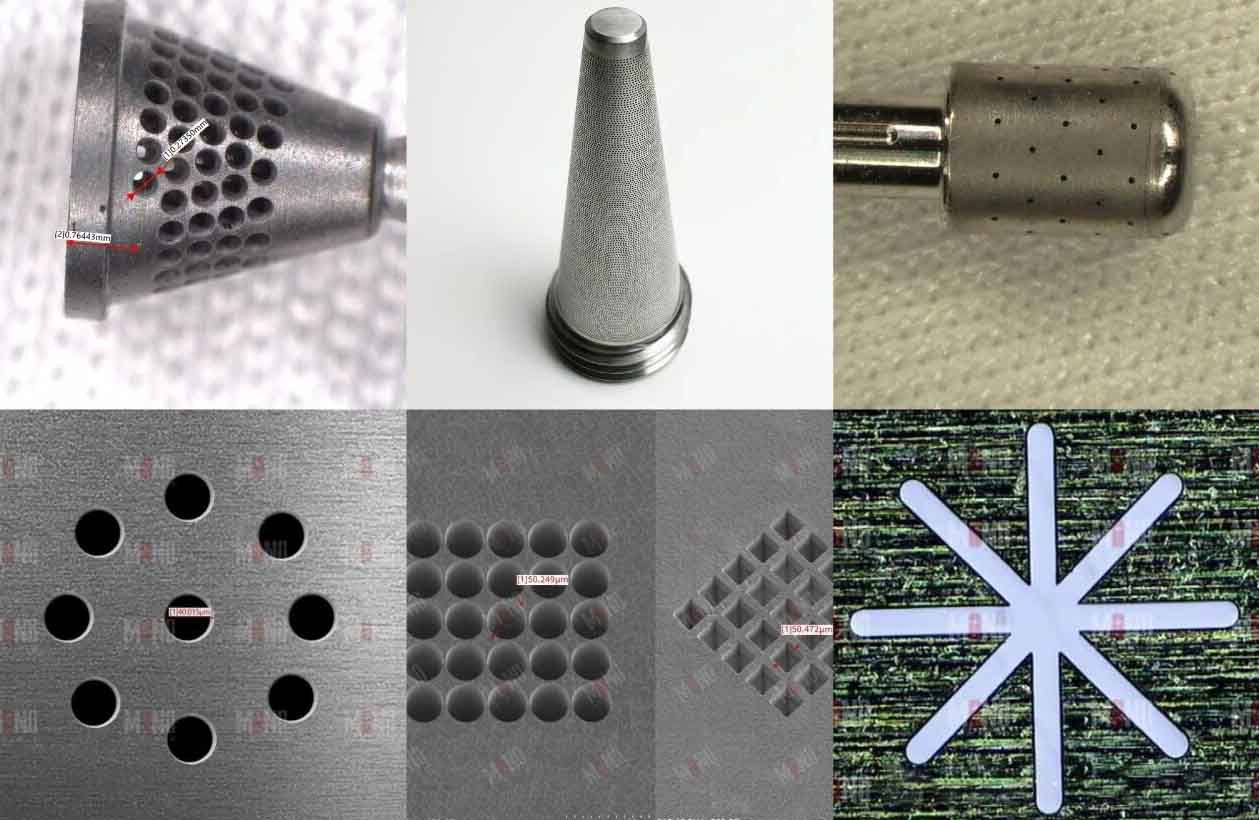
3.3 Inkjet Printheads / Microfluidic Chips
In inkjet nozzles:
Hole geometry determines droplet direction, volume, and velocity
In microfluidics:
Taper affects local flow resistance and mixing efficiency
Inconsistent taper can lead to:
Jet deviation
Satellite droplets
Poor repeatability between chips
These products often require near-zero taper + smooth walls.
3.4 Medical Nebulizers / Precision Spray Nozzles
Mist inhalers and drug nebulizers rely on precise micro-holes.
Poor taper control causes:
Inaccurate dosage
Shifts in droplet size distribution
Reduced therapeutic effect
3.5 Semiconductor / Display / MEMS Components
Examples:
Evaporation masks
Probe-card insulating substrates
MEMS vent holes
Taper impacts:
Pattern fidelity
Mechanical fit and alignment
Packaging characteristics
These industries increasingly adopt femtosecond micro-machining.
4. Advantages of Femtosecond Lasers in Zero-Taper or Small-Taper Processing
Compared with nanosecond, picosecond, EDM, mechanical drilling, and chemical etching, femtosecond lasers offer superior geometric control.
4.1 Cold Ablation: Minimal Heat, Minimal Melt
Femtosecond pulses deposit energy much faster than thermal diffusion:
Greatly reduced molten layer
Minimal entrance deformation
Fewer re-solidified particles on walls
Less micro-cracking in brittle materials (glass, sapphire, ceramics)
4.2 High Peak Power + Nonlinear Absorption
In transparent or difficult-to-machine materials:
Multiphoton absorption and avalanche ionization ensure efficient removal even when linear absorption is weak
Ablation occurs only at the focus, ideal for deep and narrow structures
With Bessel beams or dynamic focusing, depth-uniformity improves dramatically.
4.3 Excellent Compatibility with Bessel and Composite Beams
Combining femtosecond lasers with Bessel beams provides:
Long and stable DOF
Cold ablation → smooth and straight hole walls
Adjustable hole geometry (slightly converging, diverging, or cylindrical)
This combination is highly competitive for zero-taper applications.
4.4 Replacement Potential for Traditional Processes
Advantages over EDM, drilling, and chemical etching:
Works with metals, ceramics, glass, sapphire, polymers, composites
No tool wear → better consistency
Ideal for high-precision, small-batch production
Supports flexible and complex microhole designs
For many high-value micro-hole products, femtosecond solutions are rapidly gaining ground.
5. Application Areas Where Femtosecond Processing May Replace Traditional Methods
Examples of likely transitions:
Fuel-injector micro-holes
EDM → femtosecond + Bessel/composite beams
Goal: smaller taper, better repeatability, flexible hole-shape design.
High-precision filter plates / spinnerets
Chemical etching / mechanical punching → femtosecond array scanning
Goal: near-cylindrical holes, customized entrance profiles.
Microfluidic chips
Silicon/glass etching → femtosecond direct writing
Goal: fast iteration, 3D structures, zero-taper throttle holes.
Inkjet & medical nozzles
Goal: high-precision multi-layer holes, consistent spray performance.
Sapphire / ceramic micro-holes
Grinding / ultrasonic drilling → femtosecond Bessel machining
Goal: lower damage, higher speed, better geometry.
6. Conclusion: From “Accepting Taper” to “Designing Taper”
Laser micro-hole taper is not a random defect. It is a natural outcome of:
Gaussian beam structure
Limited depth of focus
Internal reflections
Material thermal response
Melt-ejection dynamics
To reduce or eliminate taper, one must optimize beam engineering, process strategy, and inspection, not simply tweak a single parameter.
In critical products—fuel injectors, precision filters, inkjet heads, microfluidics, medical nozzles, semiconductor/MEMS components—taper directly determines performance and reliability.
Femtosecond lasers, with cold ablation and compatibility with Bessel/composite beams, are becoming a powerful solution for zero-taper micro-machining and are poised to replace several traditional processes.
Ultimately, taper should be treated not as a flaw but as a design parameter. When taper can be controlled—or even engineered—laser micro-machining evolves from “making it” to truly “designing it.”

Scan Head & 3D Galvo Head for Laser Systems

Best 3D Printer & SLA Machine for Industrial 3D Printing
Picosecond Lasers for Ultra-Precision Metal Marking & Engraving
UV Laser Marking Machine for Glass, Plastic & High-Precision Applications
High Performance Nanosecond Lasers for Industrial Precision Processing
